Posted at 05:36h
in
Articles
การไหลแบบชิ้นเดียว (One-Piece Flow) คืออะไร
One-Piece Flow คือลำดับของผลิตภัณฑ์หรือบริการผ่านกระบวนการที่เป็นหนึ่งหน่วยในเวลาเดียวกัน การไหลของชิ้นเดียวเป็นสิ่งที่ตรงกันข้ามกับการประมวลผลแบบแบทช์ซึ่งมีการสร้างผลิตภัณฑ์จำนวนมากในครั้งเดียวและถูกส่งผ่านกระบวนการผลิตเป็นชุดหรือกลุ่ม ใน One-Piece Flow นั้นจะเน้นไปที่การผลิตผลิตภัณฑ์เองมากกว่าการรอการขนส่งและการเก็บรักษาผลิตภัณฑ์
ข้อดีของ One-Piece Flow คืออะไร
ข้อดีคือ:
1.ความสามารถในการตรวจจับข้อบกพร่องก่อนหน้านี้และแม่นยำยิ่งขึ้น
2.ความยืดหยุ่นมากขึ้นสำหรับการปรับแต่งและตอบสนองความต้องการของลูกค้า
3.ลดต้นทุนด้วยการกำจัดของเสีย
4.ลดปริมาณงานที่ทำอยู่เพื่อให้แต่ละขั้นตอนมีประสิทธิภาพมากขึ้น
5. ง่ายต่อการคาดการณ์เวลาการจัดส่ง
เพื่อเพิ่มประสิทธิภาพ บริษัท สามารถเลือกใช้ One-Piece Flow หรือลดจำนวนผลิตภัณฑ์ที่ผลิตในแบทช์ และการทำงานแบบ One-Piece Flow จะช่วยลดการทำงานเป็น Batch จำนวนการเก็บ Stock ก็จะน้อยลง ความเสี่ยงที่จะมีงาน Dead Stock ก็จะน้อยลงเมื่อลูกค้าเลิกสั่ง part.
การจัดสายการผลิตแบบ One-Piece Flow ก็จะลดจำนวน Lead Time ในการผลิตเช่น
ถ้าเรามี 3 Process. แต่ละ Process ใช้เวลาในการผลิต 1 นาที ...

Posted at 05:10h
in
Articles
ไคเซ็นคืออะไร
ไคเซ็นเป็นคำภาษาญี่ปุ่นสำหรับ“ การปรับปรุงอย่างต่อเนื่อง” คำนี้หมายถึงกิจกรรมที่ปรับปรุงทุกฟังก์ชั่นของธุรกิจและโดยทั่วไปจะใช้กับการผลิต แต่สามารถใช้เพื่อให้ธุรกิจเกือบทุกอย่างมีประสิทธิภาพมากขึ้น
ตามคำนิยามไคเซ็นรวมถึงการมีส่วนร่วมของพนักงานทุกคนตั้งแต่ผู้บริหารระดับสูงจนถึงพนักงานสายการประกอบและสามารถนำมาใช้ในการปรับปรุงทุกกระบวนการในห่วงโซ่อุปทานตั้งแต่การจัดซื้อจนถึงการขนส่ง เครื่องมือการผลิตแบบลีนถูกใช้ครั้งแรกโดยญี่ปุ่นในสงครามโลกครั้งที่สองและเป็นอิทธิพลสำคัญของหนังสือ“ The Toyota Way”
เป้าหมายของไคเซ็นคืออะไร?
ไคเซ็นพยายามปรับปรุงกระบวนการที่ได้มาตรฐานเพื่อกำจัดของเสียแก้ไขปัญหาเวิร์กโฟลว์และแก้ไขปัญหาทางธุรกิจ
ไคเซ็นใช้อย่างไร? โดยทั่วไปแล้ววิธีการไคเซ็นนั้นประกอบด้วย 5 ขั้นตอนหลัก:
1.ระบุพื้นที่ปัญหาที่จะได้รับการมุ่งเน้น
2.ใช้วิดีโอเทปเพื่อวิเคราะห์วิธีการในปัจจุบัน
3.ทดสอบและประเมินผลวิธีการปรับปรุง
4.ดำเนินการปรับปรุง
5. วิเคราะห์ผลลัพธ์และนำเสนอต่อผู้บริหารระดับสูงเพื่อรับฟังความคิดเห็น
ไคเซ็นเหมาะสมกับอะไรมากที่สุด?
อุตสาหกรรมยานยนต์ ในความเป็นจริงระบบการผลิตของโตโยต้าสร้างเครื่องมือเพื่อการปรับปรุง หากมีปัญหาเกิดขึ้นในกระบวนการผลิตบุคลากรสายการประกอบของโตโยต้าและหัวหน้างานของพวกเขาจะหยุดกระบวนการผลิตและเริ่ม Kaizen
สำหรับการ Kaizen อาจจะเริ่มจากการปรับปรุงอย่างง่ายๆ เช่น ผู้เขียนไปทานก๋วยจับร้านประจำ วันหนึ่งแม่ค้าเปลี่ยนราคาจาก 30 บาทมาเป็น 35 บาท แม่ค้าได้ทำโน๊ตกระดาษแข็งเขียนราคา แม่สูตรคูณ 35 เวลามีคนสั่งหลายๆถุงก็จะหยิบกระดาษมาดูว่าราคารวมเท่าไร ซึ่งผมมองว่าการทำโน๊ต ราคาเพื่อใช้คิดเงินก็คือเป็นการ Kaizen ประเภทหนึ่ง
สุขุม รัตนเสรีเกียรติ
ที่ปรึกษา และ Trainer บริษัท PMC Expert Co,Ltd....
Posted at 06:26h
in
Articles
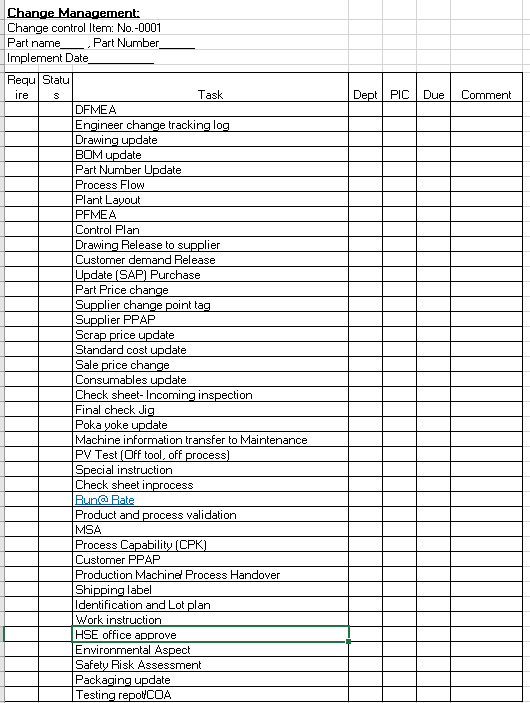
Engineering Change.
กรณีที่มีการเปลี่ยนแปลง มีเอกสารอะไรบ้างที่ต้องทำการทบทวนหลังจากมีการเปลี่ยนแปลงทางวิศวกรรม
Change Management:
Change control Item: No.-0001
Part name____ , Part Number______
Implement Date___________
Require
Status (GYR)
Task
Dept
PIC
Due
Comment
DFMEA
Engineer change tracking log
Drawing update
BOM update
Part Number Update
Process Flow
Plant Layout
PFMEA
Control Plan
Drawing Release to supplier
Customer demand Release
Update (SAP) Purchase
Part Price change
Supplier change point tag
Supplier PPAP
Scrap price update
Standard cost update
Sale price change
Consumables update
Check sheet- Incoming...

Posted at 05:37h
in
Articles
ทำอย่างไรกรณีที่มีการย้ายที่อยู่
เมื่อโรงงาน (Site) ที่ผ่านการรับรองย้ายจากตำแหน่งปัจจุบันไปยังตำแหน่งใหม่ไซต์นั้นจะถูกพิจารณาว่าเป็นการย้ายไซต์แบบเต็มหากมีเงื่อนไขใด ๆ ต่อไปนี้:
กรณ๊ที่full site move
-80% หรือมากกว่าของพนักงานถ่ายโอนจากไซต์ที่ผ่านการรับรองก่อนหน้านี้ไปยังสถานที่ใหม่
(เช่น“ พนักงาน” รวมถึงการจัดการการกำกับดูแลพนักงานฝ่ายผลิตโดยตรงและพนักงานสนับสนุน)
-อุปกรณ์ที่ใช้ในสถานที่ใหม่เป็นอุปกรณ์เดียวกับในไซต์ที่ได้รับการรับรองก่อนหน้านี้โดยไม่มีกระบวนการใหม่หรือมีการแก้ไข
-ผลิตภัณฑ์เป็น (ที่) ที่สถานที่ใหม่คือ (เหมือนกับ) ที่ไซต์ที่ผ่านการรับรองก่อนหน้านี้โดยไม่มีการเพิ่มผลิตภัณฑ์ใหม่
หากมีการใช้เงื่อนไขข้างต้นให้ทำตามขั้นตอนกระบวนการต่อไปนี้โดย CB:
ดำเนินการตรวจสอบรับรอง Initial audit (ไม่จำเป็นต้องมีการตรวจสอบความพร้อมขั้นที่ 1 (Stage))
ตรวจเหมือน Stage 2 เพื่อออกใบรับรอง แต่การคำนวนวัน ให้ใช้วันทำกับ Re certificate Man-day
(จำนวนวันในการตรวจเป็น RC (Re certificate) จะน้อยกว่าวันที่ใช้ตรวจ Stage 2)
CB ออกใบรับรองใหม่ให้กับลูกค้าที่มีอายุไม่เกินสาม (3)...
Posted at 10:00h
in
Articles
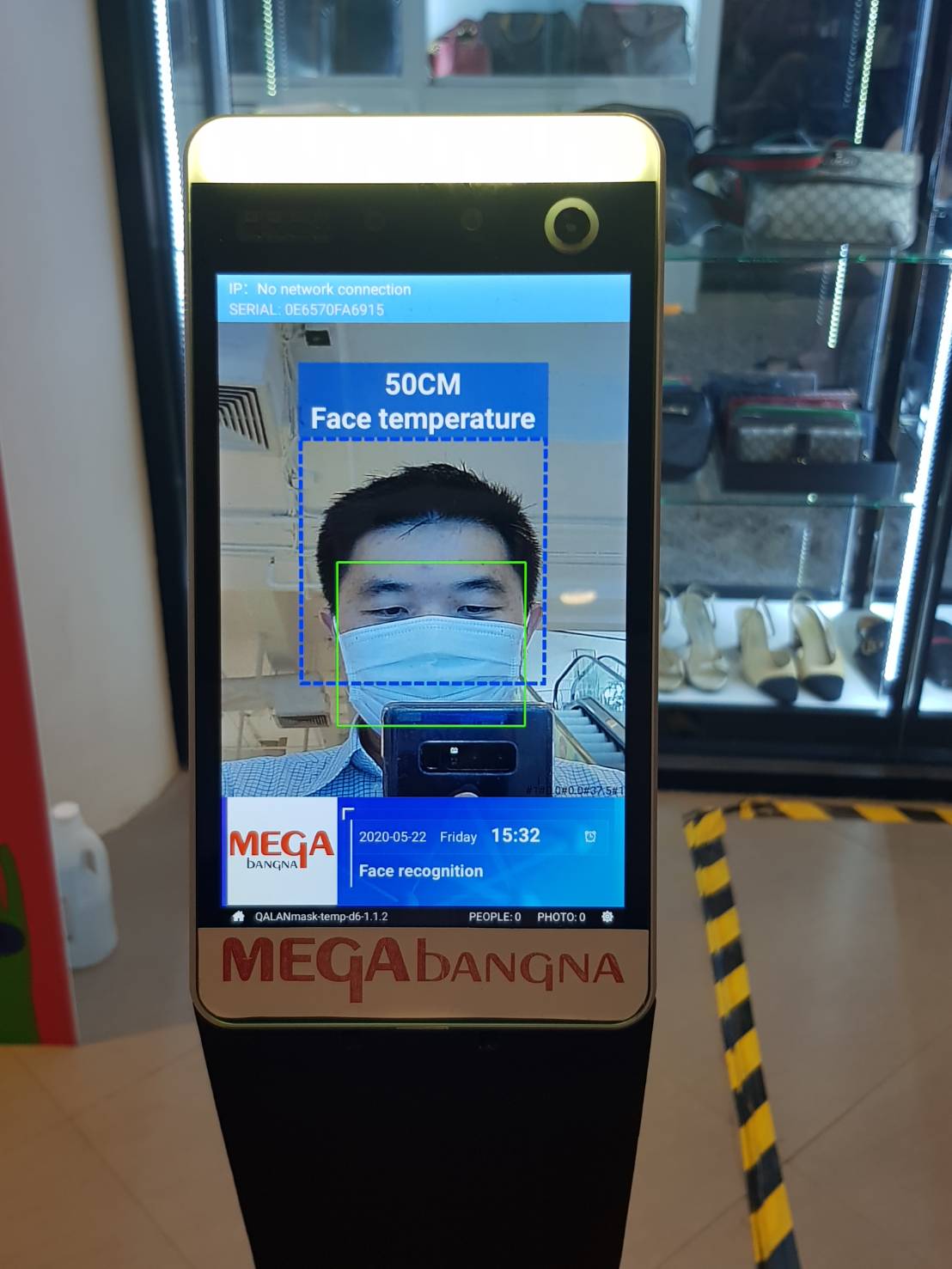
Covid-19 Team
หลายๆบริษัทช่วงที่ผ่านมามีมาตรการการป้องกันเกี่ยวกับการแพร่ระบาดเชื่อไวรัส Covid-19 บางองค์กรที่การจัดการประชุม เพื่อติดตามสถานการณ์ หรือมีการจัดตั้งทีมงานเพื่อดำเนินการป้องกันหรือคัดกรองเกี่ยวกับการแพร่ระบาดเชื่อไวรัส Covid-19 ลองมาดูตัวอย่างทีมงาน Covid-19 กันว่ามีทีมอะไรบ้างและแต่ละทีมทำหน้าที่อะไรกันบ้าง
บ้างองค์กรมีการแต่งตั้งทีม Covid เป็น 4 ทีม
1.ทีมสุขอนามัย
จัดหาอุปกรณ์ที่ใช้ในการป้องกันเช่นหน้ากากอนามัย
จัดนโยบาย และมาตรการเกี่ยวกับโรงอาหารให้มีระยะห่างในการรอซื้ออาหารหรือรับอาหาร จัดโต๊ะนั่งให้มีระยะห่าง หรือกำหนดเวลาในการข้าวใหม่ให้มีช่วงเวลาพักหลายๆช่วงเนื่องจากสถานที่ทานข้าวอาจจะลดลงเนื่องจากต้องกำหนดระยะ social distancing.
จัดห้องน้ำให้มีระยะห่างสำหรับ อ่างล้างมือ โถปัสสวะ ดูแลรถยนต์ส่วนการของบริษัทโดยดูแลทำความสะอาดหลังจากการใช้งาน
ประชาสัมพันธ์ สื่อสาร ทำประกาศ เช่น ทำประกาศทาง Line, App - HR ของทางบริษัท ติดบอร์ดประชาสัมพันธ์ รวมถึง Morning Talk การประชุมประจำวัน
จัดเตรียมมาตรการ รายงานสถานการณ์ นำข้อมูลที่รัฐบาลแนะนำนำมาพิจารณา ประชุม และดำเนินการ
2.ทีมสถานที่
จัดเตรียมสถานที่ จัดโต๊ะ เก้าอี้โรงอาหารในการนั่งให้เหมาะสม รวมถึง การขีดเส้น การกำหนดจัดทางเข้าออกโรงอาหารใหม่ เพื่อให้เข้าทาง...
Posted at 07:27h
in
Articles
OEE คืออะไร
Overall Equipment Effectiveness – OEE เป็นการวัดประสิทธิผลโดยรวมของเครื่องจักร ประกอบด้วย 3 ส่วน คือ Availability, Performance และ Quality
OEE = Availability x Performance x Quality
Availability แสดงถึงสมรรถนะความพร้อมของเครื่องจักร (Down Time Loss)
Availability = Operating Time / Planned Production Time
Operating Time = Planned production time - Un plan downtime
Up plan down time เช่นเครื่องจักรเสีย...
Posted at 05:04h
in
Risk Management
หลักสูตร Risk Management Training ระยะเวลา 1 วัน
สามารถสอบถามรายละเอียดเพิ่มเติมได้ที่ contact@pmcexpert.com, contact.pmcexpert@gmail.com
หรือติดต่อ คุณสุขุม โทร 0846493836, 0652639655...
Posted at 05:01h
in
ISO 14001
หลักสูตรหัวข้ออบรมระบบมาตราฐานสิ่งแวดล้อม ISO14001:2015
ข้อกำหนดระบบมาตรฐานสิ่งแวดล้อม ISO14001:2015 requirement ระยะเวลา 1 วัน
การตรวจประเมินระบบมาตรฐานสิ่งแวดล้อม ISO14001:2015 Internal auditor ระยะเวลา 1 วัน
การบริหารความเสี่ยงและโอกาสในระบบการจัดการสิ่งแวดล้อม (Aspect) ...
Posted at 04:46h
in
ISO 9001
ISO9001: 2015 Requirement ระยะเวลา 1 วัน
ISO9001: 2015 Internal audit ...
Posted at 04:35h
in
Food Safety System
หลักสูตรอบรมเกี่ยวกับมาตรฐาน Food Safety Management System
fundamental standards for foods & food supply chain
GOOD MANUFACTURING PRACTICE (GMP)
รหัส (Code)
หลักสูตร (Course)
ระยะเวลา
FD-GMP-001
Good Manufacturing Practice (GMP) for Foods Industry
1
FD-GMP-002
Internal Audit to GMP for foods industry
2
integrate Food safety management system
รหัส (Code)
หลักสูตร (Course)
ระยะเวลา
(วัน)
FD-INT-001
Integrate of HACCP & BRC Global Food Standard & International Food...